2014-10期●庆祝中华人民共和国成立65周年●
国产大飞机逐梦蓝天
大型客机凝聚了现代工业制造技术的精华,被誉为“现代工业皇冠上的明珠”。从1909年冯如成功研制第一架中国飞机,到1970年“运十”立项,再到2008年中国商用飞机公司成立,百年来,翱翔蓝天是中华民族坚守不渝的梦想,是每一个中华儿女风雨不蚀的希冀。
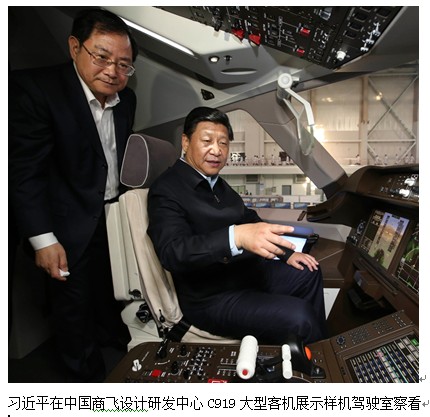
今年5月23日,习近平总书记来到中国商飞设计研发中心,走进综合试验大厅,登上自主研制的C919大型客机展示样机,坐在驾驶舱主驾驶的座位上,了解速度表、高度表、航迹图等有关仪器仪表情况。穿过飞机客舱时,他两次在座位上坐下来感受国产飞机的舒服度。
总书记说,我们要做一个强国,就一定要把装备制造业搞上去,把大飞机搞上去,起带动作用、标志性作用。中国是最大的飞机市场,过去有人说造不如买、买不如租,这个逻辑要倒过来,要花更多资金来研发、制造自己的大飞机。
总书记对大飞机研制队伍寄予厚望。他表示,中国飞机制造业走过了一段艰难、坎坷、曲折的历程,现在是而今迈步从头越,势头很好,开局很好,希望大家锲而不舍,脚踏实地,我寄厚望于你们。他叮嘱企业负责人:“中国大飞机事业万里长征走了又一步,我们一定要有自己的大飞机。”
中国商飞公司董事长金壮龙介绍,而今,历经几年奋斗,自主设计、拥有自主知识产权的C919大型客机项目全面转入工程发展阶段,累计订单已达380架,力争早日实现首飞。同时,按照“研制一代、生产一代、预研一代、探索一代”的可持续发展模式,我们已启动未来民机项目前期论证,开展民机基础技术预先研究和关键技术攻关。
ARJ21成为探路先锋
ARJ21是中国第一款按照国际标准研制的喷气支线客机,拥有70至90个宽敞座位,座位舒适度和飞行速度甚至可以媲美波音737等干线大飞机。ARJ21从立项研制至今已经走过了10多个年头,完美通过了大量条件苛刻的试验和试飞。
在专家眼中,ARJ21与C919使用相同的技术标准,共用相同的研制体系。可以说,ARJ21是中国大飞机C919的探路先锋。对中国民用飞机来说ARJ21是打基础,C919是上水平。C919在吸收ARJ21经验的基础上,又进一步在总体设计、气动外形、机体结构、系统综合和项目管理方面,实现完全的自主创新。
因此,ARJ21交付飞机的首飞,是今年6月项目团队的头等大事。尽管第一架ARJ21飞机成功首飞已过去五年多,但这次要上天的是今后将搭载旅客、投入航线飞行的飞机,任何闪失、问题,都会带来不可估量的影响。
首飞当天中午,红白相间的ARJ21飞机缓缓进入跑道。机长陈志远镇定地刹住车,将发动机转速慢慢推到最大,发动机全速运转后爆发出一阵强有力的轰鸣。满载着期盼的目光,飞机轻盈地腾空而起;地面上的人群像五年前一样沸腾,兴奋之余却没人有半点放松。
“对于试飞中心,这是第一次‘大考’。后面的任务还很重,我们的能力要尽快提升,设备要尽快完善,必须确保飞机不带隐患上天、项目不在我们手中误点。”随机飞行、担当首飞“观察员”的中国商飞公司总飞行师、试飞中心主任钱进说。
目前中国商飞公司视两项目标如同军令:坚决打赢ARJ21—700飞机取证交付攻坚战,取得CAAC型号合格证,两架飞机达到交付状态;坚决打赢C919大型客机工程发展攻坚战,完成详细设计评审,全面进入首批试制,并展开试验验证。
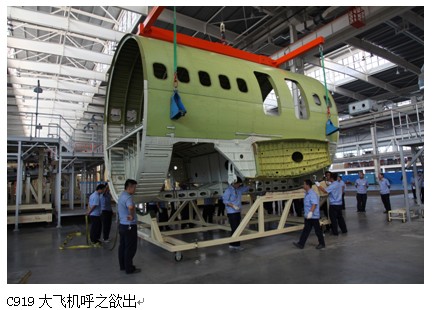
C919飞机中机身部段在装配中
就在习总书记视察国产大飞机研制工作前后,C919项目所有机体部段的下线和交付工作正式开始,距离总装的时间也越来越近。
5月15日,首架C919飞机前机身部段在江西南昌成功下线,这是下线的首个大部段。前机身大部段包括前段客舱、前货舱和再循环风扇舱,是由蒙皮、客舱舷窗、客舱地板和承力部件等构成的筒状结构部段,全长6.358米,高4.166米,宽3.96米,含货舱门重约1.2吨,包含零件1600多项。
6月下旬,C919飞机APU系统首套进气风门框装机件按计划节点顺利入库,这是C919飞机系统供应商交付的首个装机件。APU进气风门框是安装APU进气风门和进气管道的重要部件,如不能按时交付将影响到整个飞机总装下线节点。
7月,首架C919飞机机头部分在成都进入总装冲刺阶段。机头形似“小猪脑袋”,构造最复杂,要把约4000项零件,组成178个小组件,然后拼接成40余个大组件,最后形成上下部再合拢。与圆桶形的飞机机身不同,机头外形呈现多曲面,设计精度要求高,制造难度大。此外,机头空间最小,但所有的信息都要从这个“脑袋”发出,必须留出足够而且合理的系统安装空间。
在机头部分进入总装冲刺阶段的同时,首架C919飞机平尾部件装配在上海正式开工,这是第一个正式开工的中国民机自动化装配生产线。
8月24日,三个月前在南昌下线的首架C919飞机前机身大部段,在中国商飞公司总装制造中心浦东基地完成交付。
5天之后的8月29日,C919大型客机中机身部段在中航工业西飞公司通过适航检查,并于9月11日运抵中国商飞总装制造中心浦东基地,成为C919项目研制过程中交付的第二个大部段。中机身部段全长5.99米,宽3.96米,由中机身筒段、龙骨梁、中央翼、应急门组成。值得一提的是,这两个部段在国内民机上首次应用世界先进的第三代铝锂合金材料。
这些重要节点的如期完成,为今年下半年首架机的机体对接奠定了坚实基础。国产大飞机C919呼之欲出!
在憧憬和挫折中前行
事实上,中国的民机研制始于20世纪60年代,起步并不算晚。20世纪六七十年代“两弹一星”项目成功后,大型客机开始进入决策层的视野。
1970年8月17日,国家计委、军委国防工业领导小组正式向上海市下达了大型客机“运十”及其配套发动机“涡扇8”的研制任务,代号“708工程”。1980年9月26日,“运十”成功首飞。
但遗憾的是,由于种种原因,“运十”的研制逐步陷入停滞状态,项目就此搁置下来。之后中美合作,由麦道公司提供25架MD82飞机的配套件,由上海航空工业公司负责铆装、总装、试验、试飞和交付。1992年3月,中美开始合作生产MD90,机体的国产化程度达到70%。然而,1997年8月,麦道被波音并购,MD90在生产试飞2架后仓促结束。其后,与外方的几次合作和接触,最后也都无疾而终。
2008年5月11日,中国商飞公司成立大会在上海召开,大型客机项目正式启航。早在成立之初,中国商飞就决心充分借鉴国际民机产业发展规律,结合我国航空工业特点,确立了“主制造商—供应商”的民机研发模式,积极推动民机产业体系建设。5年内,确定了宝钢、中铝等16家材料供应商和51家标准件潜在供应商,择优选择了17家国际供应商,促成了17家合资企业。全国有22个省市、200多家企业参与大型客机项目。
中国商飞也清楚地意识到,大型客机的成功分为三个阶段:研制成功、市场成功、商业成功。当达到稳定的量产,后续产品不断满足市场需求,市场覆盖率、占有率不断扩大,主制造商实现盈利之后,才是真正的商业成功。
随着近年来中国社会经济的快速发展和人民群众生活水平的提高,中国民航运输市场呈现了巨大的需求。2012年中国旅客运输量为3亿人次,人均乘航班出行次数为0.21次,比10年前增长了3倍。到2020年旅客运输量要达到7亿人次,人均每年0.5次。到2030年旅客运输量要达到15亿人次。
中国商飞公司预测,未来20年,仅中国市场就需要新增近5300多架50座以上的民用飞机,总价值高达6400多亿美元。另外,还有欧美发达国家航空公司机队的更新换代,东南亚和中东等新兴地区航空运输业增长迅猛,这些都对民用飞机有着大量的需求。未来市场的发展足够大,也就为中国商飞公司的发展提供了难得的历史机遇。
坚决打赢这场攻坚战
大型客机研发和制造能力是一个国家航空水平的重要标志,也是一个国家综合国力的重要标志。通常来说,大型飞机起飞总重量超过100吨,如C919,其单通道客机座级158—174座,航程4075-5555公里。作为大型战略性高技术装备,大飞机的研制兼有政治、国防方面的重要意义,其所带来的巨大市场盈利也让许多企业摩拳擦掌,然而现在只有美国、欧盟和俄罗斯具备这项技术研发能力。
实际上,与国外同类机型相比,C919大型客机并不逊色,其从研制开始立足长远,便很有前瞻性,确立了“三减”(即减重、减阻、减排)研发方向,计划减重14%、减阻5%、减噪10个分贝、污染排放物减少50%、油耗下降12%—15%。它以“更安全、更经济、更舒适、更环保”的特色,向波音、空客两强争霸的国际大型客机市场打出节能环保牌。C919在不断进行自主设计的同时,也与国际的最新技术紧密接轨。C919所采用的发动机和波音、空客最新的机型所用的是同一供应商所生产。
此外,随着我国大飞机制造水平提升,高温合金、刹车系统、光电器件等航空配套材料,也将迎来发展机遇。它的问世将会动摇美国波音、欧洲空中客车在大客机市场上的垄断地位,并为“中国创造”走向世界再增添几分底气。
C919大飞机在总装完成后还要迈过什么坎?“试飞是主制造商能力十分重要的一环。”航空专家如是说。飞机在空中飞行时,会遭遇到雷雨、气流、闪电、低温等突发情况,飞机也可能发生发动机失效等内部故障,而适航证就是证明飞机可以克服这一切极端事件并保障安全飞行的证书。C919只有通过民航局最严苛的适航考验审定合格后,才能够进入民用航空市场。
“雄关漫道真如铁,而今迈步从头越。”正如中国商飞公司副总经理、C919大型客机总设计师吴光辉所说的:“项目研制任重道远,希望各参研参试单位能坚决打赢C919大型客机工程攻坚战,为实现中国梦和大飞机梦作出新贡献!”